




想要更直观地了解螺旋管【直缝钢管】质量牢靠产品吗??产品视频,带你走进产品世界
以下是:螺旋管【直缝钢管】质量牢靠的图文介绍

垛底垫高,若仓库为向阳的水泥地面,垫高0.1m即可;若为泥地,须垫高0.2~0.5m。若为露天场地,水泥地面垫高0.3~0.5m,沙泥面垫高0.5~0.7m。质量检测:螺旋钢管在出厂之前应做机械性能试验和压扁试验以及扩口试验,并要达到标准规定的要求。直缝钢管的质量检测方法如下:
从表面上判断,也就是在外观检验。焊接接头的外观检验是一种手续简便而又应用广泛的检验方法,是成品检验的一个重要内容,主要是发现焊缝表面的缺陷和尺寸上的偏差。一般通过肉眼观察,借助标准样板、量规和放大镜等工具进行检验。若焊缝表面出现缺陷,焊缝内部便有存在缺陷的可能。
物理方法的检验:物理的检验方法是利用一些物理现象进行测定或检验的方法。材料或工件内部缺陷情况的检查,一般都是采用无损探伤的方法。无损探伤有超声波探伤、射线探伤、渗透探伤、磁力探伤等。
从表面上判断,也就是在外观检验。焊接接头的外观检验是一种手续简便而又应用广泛的检验方法,是成品检验的一个重要内容,主要是发现焊缝表面的缺陷和尺寸上的偏差。一般通过肉眼观察,借助标准样板、量规和放大镜等工具进行检验。若焊缝表面出现缺陷,焊缝内部便有存在缺陷的可能。
物理方法的检验:物理的检验方法是利用一些物理现象进行测定或检验的方法。材料或工件内部缺陷情况的检查,一般都是采用无损探伤的方法。无损探伤有超声波探伤、射线探伤、渗透探伤、磁力探伤等。


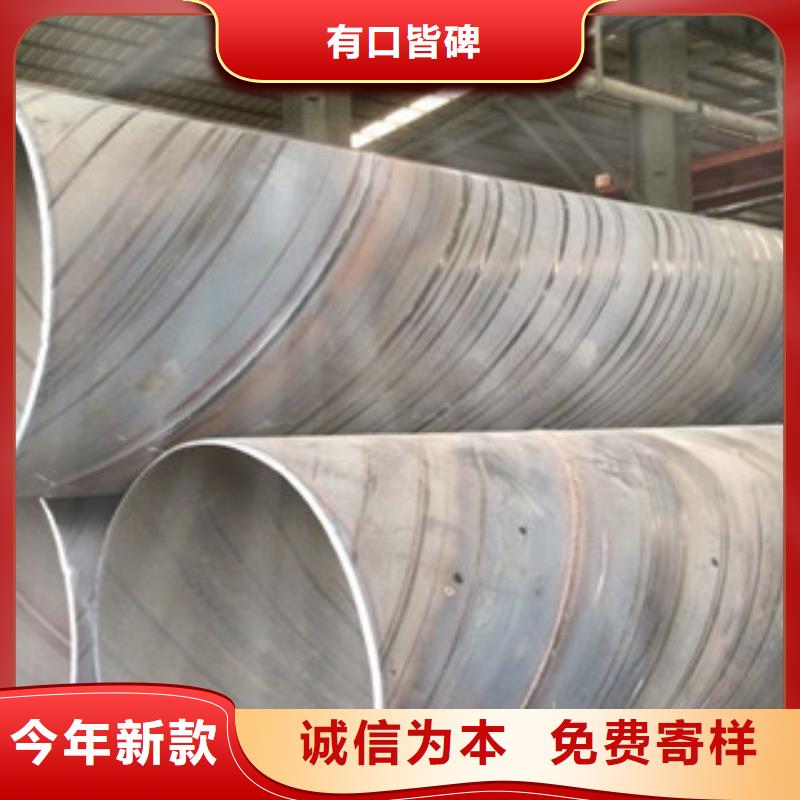
螺旋钢管主要工艺特点:成型过程中,钢板变形均匀,残余应力小,表面不产生划伤。加工的螺旋钢管在直径和壁厚的尺寸规格范围上有更大的灵活性,尤其在生产高钢级厚壁管,特别是中小口径厚壁管方面具有其他工艺无法比拟的优势, 可满足用户在螺旋钢管规格方面更多的要求。采用先进的双面埋弧焊的工艺,可在 位置实现焊接,不易出现错边、焊偏和未焊透等缺陷,容易控制焊接质量。 对钢管进行的质量检查,使钢管生产的全过程均在有效的检测、监控之下,有效地保证了产品质量。整条生产线的全部设备具备与计算机数据采集系统联网的功能,实现数据即时传输,由中央控制室对生产过程中的技术参数。



螺旋焊管与直缝焊管技术特性做一个简单的比较:材料的冶金性能:直缝埋弧焊管是用钢板生产的,而螺旋焊管是用热轧卷板生产的。热轧带钢机组轧制工艺具有一系列的优点,具有获得生产优质管线钢的冶金工艺能力。例如,在输出台架上装有水冷却系统以加速冷却,这就允许使用低合金成分来达到特殊的强度等级和低温韧性,从而改进钢材的可焊性。但这一系统在钢板生产厂基本没有。卷板的合金含量(碳当量)往往低于相似等级的钢板,这也提高了螺旋焊管的可焊性。
更需要说明的是,由于螺旋焊管的卷板轧制方向不是垂直钢管轴线方向(其夹解取决于钢管的螺旋角),而直缝钢管的钢板轧制方向垂直于钢管轴线方向,因而,螺旋焊管材料的抗裂性能优于直缝钢管。
更需要说明的是,由于螺旋焊管的卷板轧制方向不是垂直钢管轴线方向(其夹解取决于钢管的螺旋角),而直缝钢管的钢板轧制方向垂直于钢管轴线方向,因而,螺旋焊管材料的抗裂性能优于直缝钢管。



钢兴钢管 (山西省分公司)现有初中高级专业技术人员123人,经济实力雄厚,技术力量强大,主要生产 内外抛光流体管, 内外抛光流体管产品畅销全国二十多个省、市、自治区,并出口东南亚。企业已通过ISO9001质量管理体系认证。本厂以诚信为本,以良好的 内外抛光流体管产品质量和完善的售后服务,赢得了广大用户的赞誉。



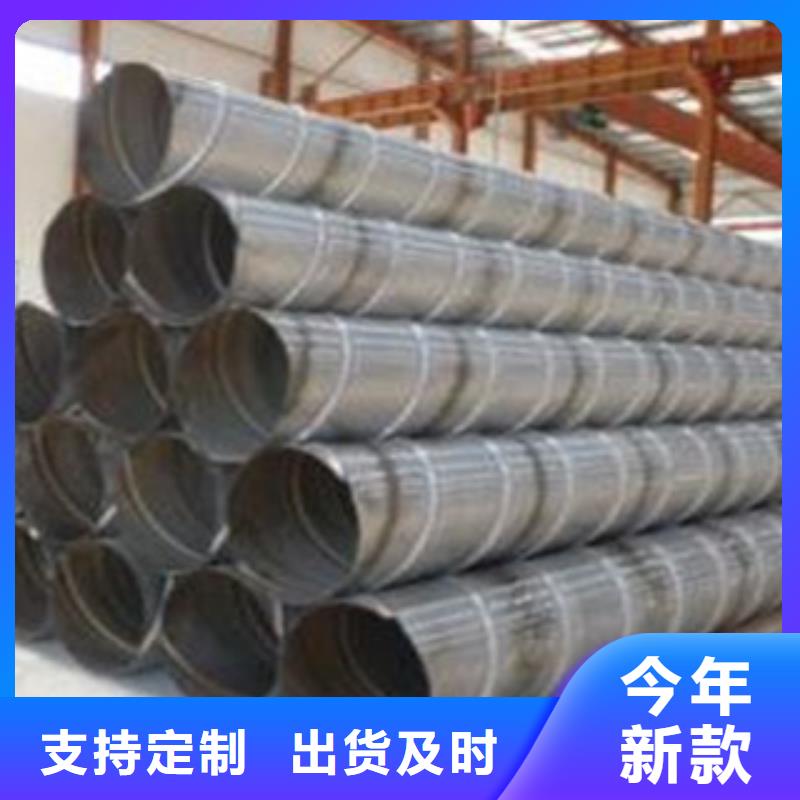
螺旋焊管采用螺旋成型器成型,它可分为上卷成型和下卷成型两种。日前螺旋焊管的成型器结构形式归纳起来有三种基本形式:
(1)套筒式螺旋成型器。只适用于小口径焊管的成型。它造价低,操作容易。
(2)辊式螺旋成删器。辊式成型器是根据三辊弯板机工作原理制成,这种成型器与带钢的接触面呈滚动摩擦,阻力小、工具寿命长,对产品表面几乎无擦伤。
(3)芯棒螺旋成型器。这种成型器适合于小直径、薄壁优质螺旋焊管的成型。但钢管内表面可能因摩擦而被擦伤。


