



联系我们

当前位置:
沧州 钢兴钢管
(黑龙江省分公司) >黑龙江本地新闻中心
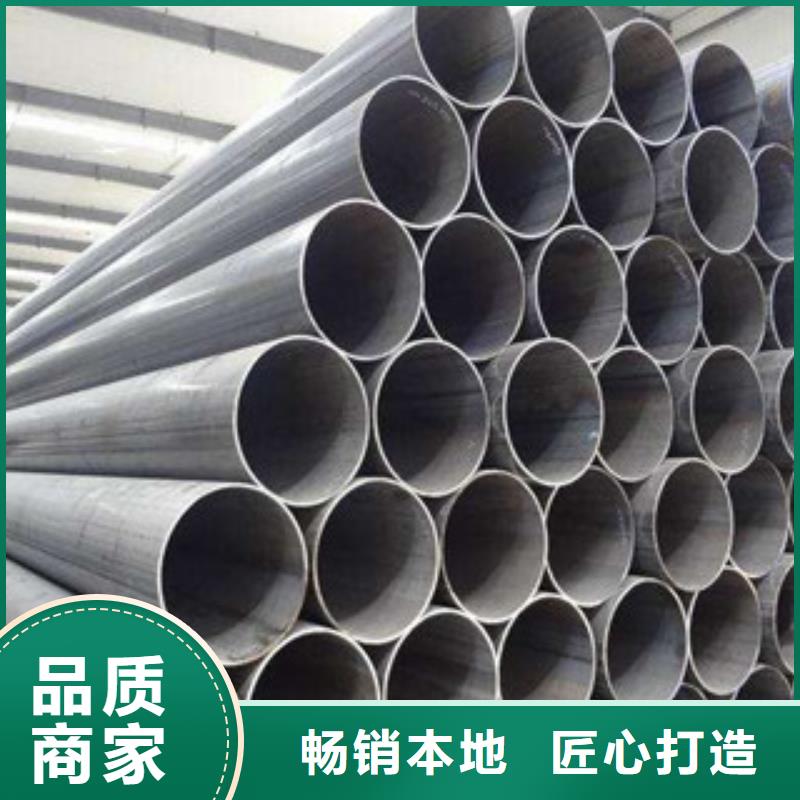
【直缝管】,大口径钢管出厂严格质检
更新时间:2025-06-02 03:07:53 ip归属地:黑龙江,天气:雷阵雨,温度:11-22 浏览次数:49 公司名称:沧州 钢兴钢管 (黑龙江省分公司)
以下是:【直缝管】,大口径钢管出厂严格质检的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 270 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 沧州 |
| 类型 | 无缝钢管 |
| 品牌 | 钢兴 |
以下是:【直缝管】,大口径钢管出厂严格质检的图文视频

【直缝管】,大口径钢管出厂严格质检,钢兴钢管
(黑龙江省分公司)专业从事【直缝管】,大口径钢管出厂严格质检,联系人:刘学成,电话:【0317-3061555】、【13722727880】,发货地:风化店乡后枣园工业区,以下是【直缝管】,大口径钢管出厂严格质检的详细页面。 黑龙江省 2022年,黑龙江省实现地区生产总值(GDP)15901.0亿元,其中,产业实现增加值3609.9亿元,第二产业实现增加值4648.9亿元,第三产业实现增加值7642.2亿元。三次产业结构为22.7:29.2:48.1。
想要更直观地了解【直缝管】,大口径钢管出厂严格质检产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。
以下是:【直缝管】,大口径钢管出厂严格质检的图文介绍
随着大数据、物联网、智慧城市等新型产业发展带来行业的契机,钢兴钢管 (黑龙江省分公司)始终以前瞻的眼光,紧跟时代潮流,坚持以专业化的发展战略,专注技术与应用不断开发适合客户需求的新 内外抛光流体管产品;务实守信,开拓创新,携手广大合作伙伴“扬帆起程领航未来”。



影响大直径直缝埋弧焊管全长机械扩径质量的因素有很多,其中与扩径成型质量直接相关的关键因素有扩径率、轴向重叠量、扇形块的数目和边缘圆角、扇形块与钢管内壁间的摩擦与润滑、钢管的形状误差、扩胀速度以及扩径机的矫直设置等。
(1)在扩径率较小时,随着扩径率增大,钢管的圆度误差减小,但当扩径率增大到一定值以后,随着扩径率的增大,钢管横截面上的变形不均匀程度加剧,钢管的圆度误差将大幅增加,在实际生产中,扩径率 控制在0.8%~1.5%之间。
(2)轴向重叠量对钢管全长扩径的纵向变形均匀性和扩径效率具有一定的影响,零重叠量和较小的正向重叠量有利于减轻过渡段的“竹节”现象和提高扩径效率。
(3)增加扇形块的数目,提高扩胀速度,增强扇形块与钢管内壁间的摩擦与润滑,使接触区的摩擦系数减小等均有利于管壁应力趋于均匀分布。
(4)扩径对改善钢管的圆度效果明显。经过扩径后,钢管的圆度误差变得非常小。
(1)在扩径率较小时,随着扩径率增大,钢管的圆度误差减小,但当扩径率增大到一定值以后,随着扩径率的增大,钢管横截面上的变形不均匀程度加剧,钢管的圆度误差将大幅增加,在实际生产中,扩径率 控制在0.8%~1.5%之间。
(2)轴向重叠量对钢管全长扩径的纵向变形均匀性和扩径效率具有一定的影响,零重叠量和较小的正向重叠量有利于减轻过渡段的“竹节”现象和提高扩径效率。
(3)增加扇形块的数目,提高扩胀速度,增强扇形块与钢管内壁间的摩擦与润滑,使接触区的摩擦系数减小等均有利于管壁应力趋于均匀分布。
(4)扩径对改善钢管的圆度效果明显。经过扩径后,钢管的圆度误差变得非常小。



直缝焊管阶段成型法:阶段成型法是纵向由一系列成对孔型辊组成的成型法。它还可以按管坯横向成型特点分类和按管坯纵向成型特点分类。
(1)根据横向成型特点的分类:带钢在连续成型过程中依其横截面塑性弯曲的轨迹不同而可以分为带钢边部开始弯曲的边缘弯曲成型法、由带钢的中部开始弯曲的中心弯曲成型法、在带钢全宽上进行弯曲的圆周弯曲成型法以及双半径孔型弯曲成型法。
(2)根据管坯纵向成型的特点分类:按成型管底线的分布形式来划分,焊管成形也可以分成四种,即上山成型法、下山成型法、底线水平法和边缘线水平法。上山成型法产生的拉伸为 :下山成型法所产生的纵向拉伸应变在沿管坯宽度方向各部分的分布是均匀的,且边缘延伸为小。
(3)阶段成型方法的进步:目前在焊管成型方面开始采用如W反弯弯曲成型法(成型机组的前几架采用W反弯型轧辊)、F.F成型法(成型前段由4架组合平辊和6架群集立辊组成)等较为先进的成型方式,对改善成型质量起到了积极作用。
(1)根据横向成型特点的分类:带钢在连续成型过程中依其横截面塑性弯曲的轨迹不同而可以分为带钢边部开始弯曲的边缘弯曲成型法、由带钢的中部开始弯曲的中心弯曲成型法、在带钢全宽上进行弯曲的圆周弯曲成型法以及双半径孔型弯曲成型法。
(2)根据管坯纵向成型的特点分类:按成型管底线的分布形式来划分,焊管成形也可以分成四种,即上山成型法、下山成型法、底线水平法和边缘线水平法。上山成型法产生的拉伸为 :下山成型法所产生的纵向拉伸应变在沿管坯宽度方向各部分的分布是均匀的,且边缘延伸为小。
(3)阶段成型方法的进步:目前在焊管成型方面开始采用如W反弯弯曲成型法(成型机组的前几架采用W反弯型轧辊)、F.F成型法(成型前段由4架组合平辊和6架群集立辊组成)等较为先进的成型方式,对改善成型质量起到了积极作用。

建设大直缝焊管生产线的原则应该是技术先进产品质量好、投资少、效益好、竞争力强。也就是说要采用世界上 工艺和设备,达到国际先进水平,生产出符合API标准的高质量管线用管,同时要降低投资和投资成本,提高企业的经济效益,增强竞争能九但是引进一大套直缝焊管机组,尤其是UOE机组设备费高达1亿多美元,因此降低设备费用是降低投资和投资成本的关键。这个问题可以采用大部分设备国内设计和制造,重要设备采用国外图纸,国内制造,或者采用合作设计,国内制造为主,引进少量的关键设备或零部件,实现大直缝焊管机组国内技术总成,设备国产化并在此基础上,消化创新,在以后的大直缝焊管机组建设中完全可以立足国内技术,国内设备,仅需进口个别单机这样才能使我国大直缝焊管技术赶上国际先进水平。



直缝电焊钢管以带钢为原料,通过一组成型机架连续成型为管状,然后用电阻加热或感应加热使带钢边缘部位处于熔融状态,在压力的作用下将接缝焊合而得到钢管。它能生产的产品 为Dmax<660.4mm,Smax<16mm,D/S>100。连续辊式成型是将管坯在具有一定轧辊孔型的多机架轧机上进行连续塑性弯曲而成管筒状,是一种应用广泛、优质的中、小口径电焊管成型方法。自然成型法:自然成型法也叫排辊成型法(CFE),该成型法的特点是在成型过程中,沿纵向在管坯的边缘外侧配置了轧辊群,以控制边缘延伸。同时轧辊群又从外侧来束缚管坯的边缘,将边缘延伸作为压缩变形的形式来吸收,使带钢的成形过程接近于自然弯曲形状的成型法。因此它是一种既能防止边缘延伸,又能吸收边缘延伸的成型法,适用于成型中口径薄壁管(D>400mm)。

【直缝管】,大口径钢管出厂严格质检_钢兴钢管
(黑龙江省分公司),固定电话:【13722727880】,移动电话:【0317-3061555】,联系人:刘学成,风化店乡后枣园工业区 发货到 黑龙江省 哈尔滨市、齐齐哈尔市、鹤岗市、大庆市、佳木斯市、牡丹江市、黑河市、绥化市、大兴安岭市。